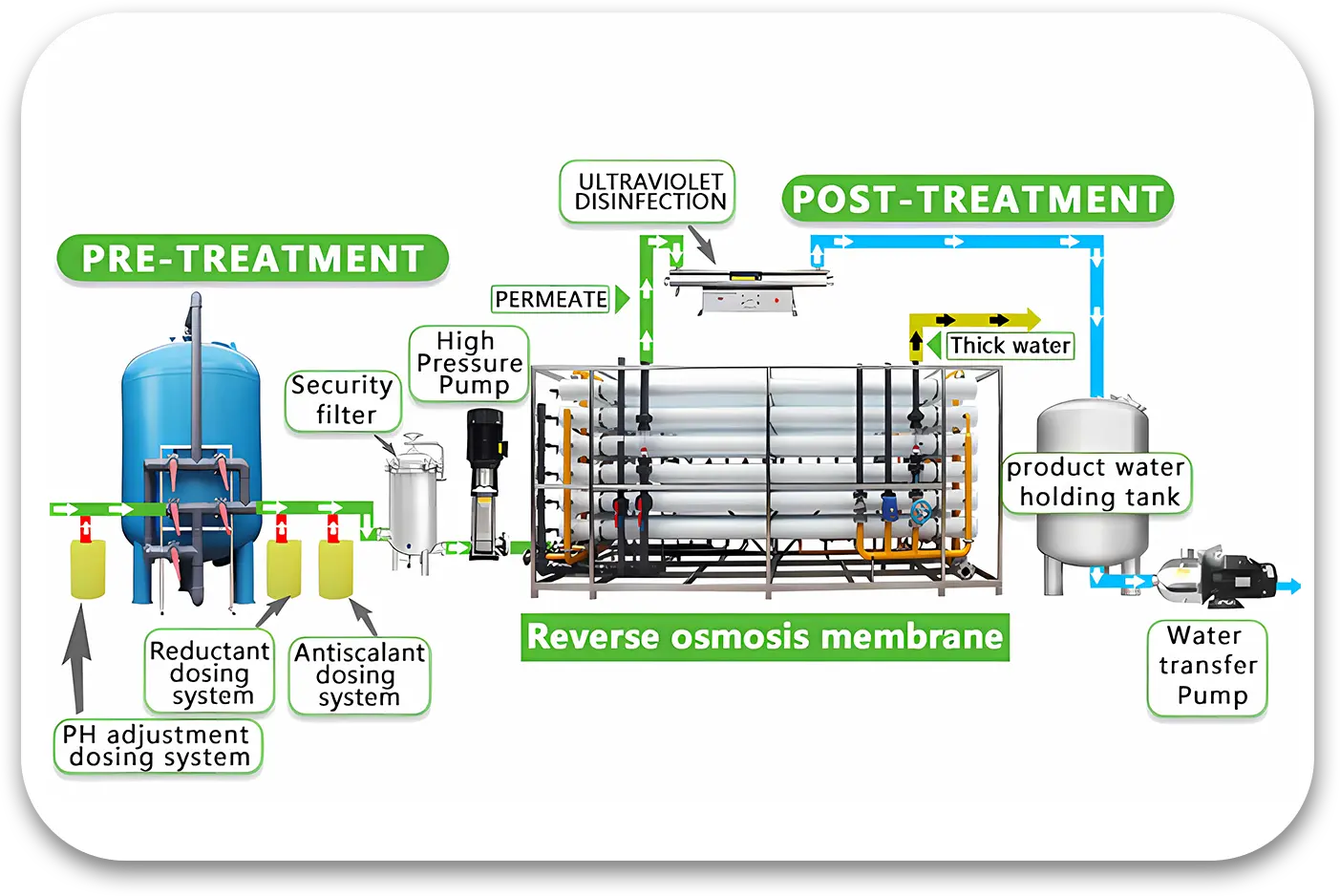
Introduction to Reverse Osmosis Water Treatment Equipment
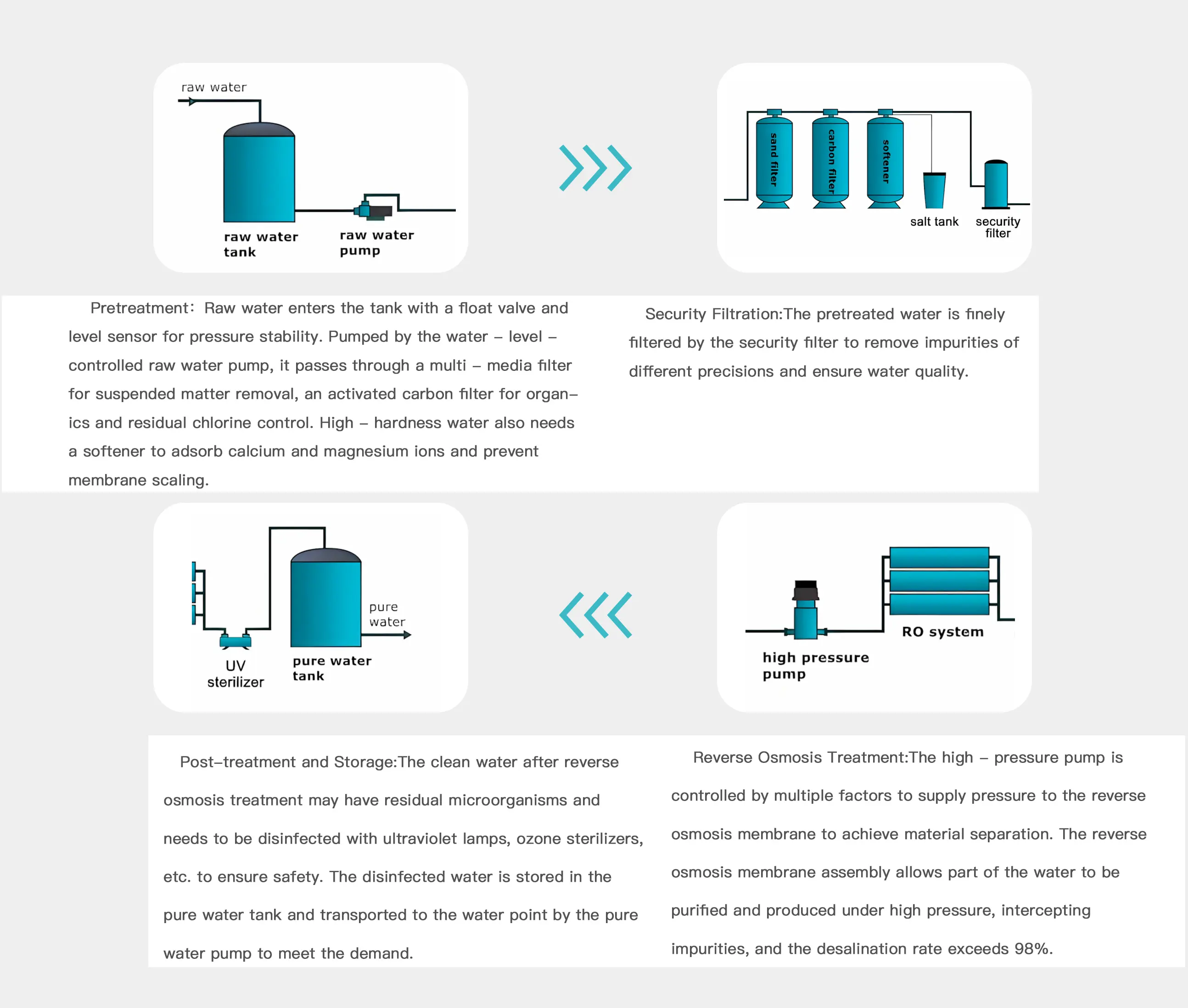
The reverse osmosis water treatment equipment has a water output of 30 tons per hour. Its core technology is the reverse osmosis membrane separation technology. Under the pressure higher than the osmotic pressure of the solution, the impurities, salts, organic matter, etc. in the water are separated from the water molecules by the interception effect of the reverse osmosis membrane that only allows water molecules to pass through, thereby achieving the purpose of purifying the water quality.
Core Functions
🔘
Brackish Filtration & Reverse Osmosis Membrane
Through the semi-permeable membrane characteristics of the reverse osmosis membrane, high-efficiency desalination is achieved under pressure drive, which can significantly reduce the salt content and the desalination rate can reach 95% - 99% or more. The reverse osmosis membrane with extremely small pore size is used to intercept bacteria, viruses and other large scale microorganisms to prevent water quality deterioration. Most organic matter is removed to improve water quality, which is adjusted with the help of regulating devices to meet different needs.
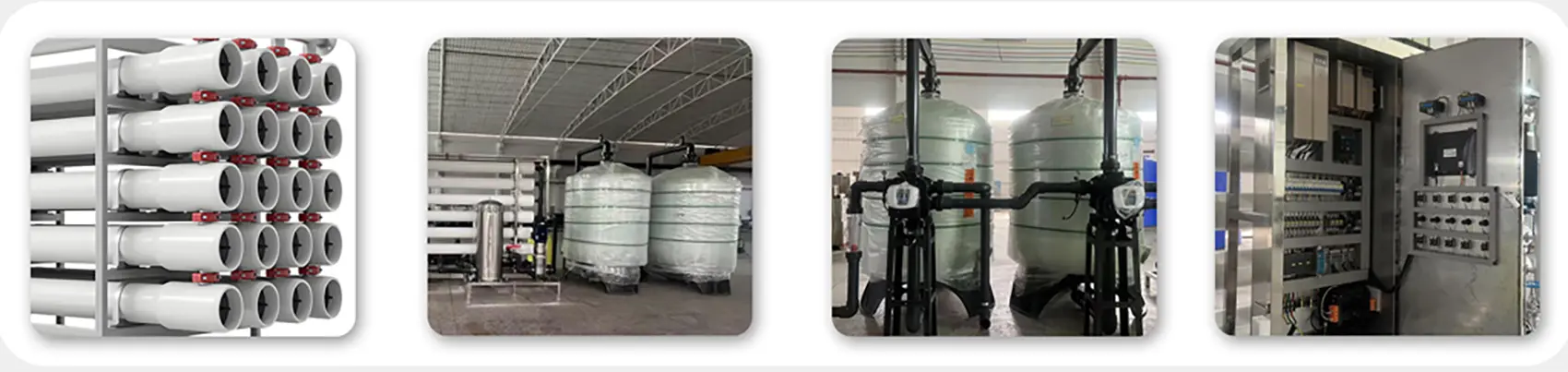
Display of Product Usage Scenarios
Comprehensive Characteristics & Advantages
Powerful Water Production Capacity: The water production per hour reaches 30 tons, meeting large-scale and continuous water demand for industrial or domestic supply.
Excellent Water Quality: Desalination rate exceeds 95%. Pore size of 0.0001 microns intercepts microorganisms and reduces COD/BOD levels.
Stable Operation: High degree of automation using PLC to adjust parameters. Equipped with high/low pressure and water shortage protection.
Economical and Efficient: Low energy consumption and high recovery rate through advanced RO technology, reducing long-term costs.
Industrial Applications: Suitable for electronics, pharmaceuticals, chemicals, and food industries providing high-purity process water.
Domestic Applications: Ideal for communities, schools, hospitals, and hotels as centralized high-quality drinking water supply.
Delivery and Installation
Global Delivery Available
Integrated products can be installed independently. The system is designed to be convenient, simple, and easy to operate for all users.
Technical Specifications
| Technical Parameters |
| RO250L | 0.25TPH | 50% | 1.5KW |
| RO500L | 0.5TPH | 50% | 1.5KW |
| RO1T | 1TPH | 50% | 2.2KW |
| RO2T | 2TPH | 50% | 3.0KW |
| RO3T | 3TPH | 50-60% | 4.0KW |
| RO4T | 4TPH | 50-60% | 5.5KW |
| RO5T | 5TPH | 50-70% | 7.0KW |
| RO10T | 10TPH | 60-75% | 7.15KW |
| RO20T | 20TPH | 60-75% | 30KW |
| RO30T | 30TPH | 70-75% | 40KW |
| RO50T | 50TPH | 70-75% | 70KW |
| RO100T | 100TPH | 70-75% | 115KW |
| RO200T | 200TPH | 70-75% | 230KW |
Frequently Asked Questions
Q1: What is the main technology used in this equipment?
The equipment utilizes advanced reverse osmosis (RO) membrane separation technology to purify water by removing salts, organic matter, and microorganisms.
Q2: What is the maximum water production capacity available?
Standard models range from 0.25 tons per hour (TPH) up to 200 TPH, with our core unit providing 30 tons per hour.
Q3: How effective is the desalination process?
The equipment achieves a high desalination rate of 95% to 99% or more, depending on the water quality and operating conditions.
Q4: Is the system automated or does it require constant monitoring?
The system features a high degree of automation using PLC control with built-in protection for high/low pressure and water shortages for stable, continuous operation.
Q5: Can the equipment be customized for specific needs?
Yes, we support extensive model customization based on source water quality (tap, well, surface water) and specific productivity requirements.
Q6: What are the main industrial applications?
It is widely used in electronics, pharmaceuticals, chemical manufacturing, and the food and beverage industry to provide high-purity process water.