Advantages of RTO Waste Gas Treatment Equipment
⚡
Efficient Treatment
Adopts high temperature combustion technology to effectively remove harmful substances and achieve superior waste gas treatment effects.
♻️
Energy Saving
Heat from exhaust gas is recovered through the heat exchanger, improving energy utilization efficiency and reducing production costs.
🛡️
Environmental Protection
Reduces energy consumption and pollutant emissions simultaneously, offering significant environmental advantages.
RTO regenerative thermal oxidizer system is suitable for various types of waste gas treatment across different industries. Key benefits include low operation costs and ultra-low fuel costs. When organic exhaust gas concentration exceeds 450PPM, the RTO oxidizer does not require auxiliary fuel. The three-bed RTO system achieves a purification rate of more than 99% with no NOX or secondary pollution.
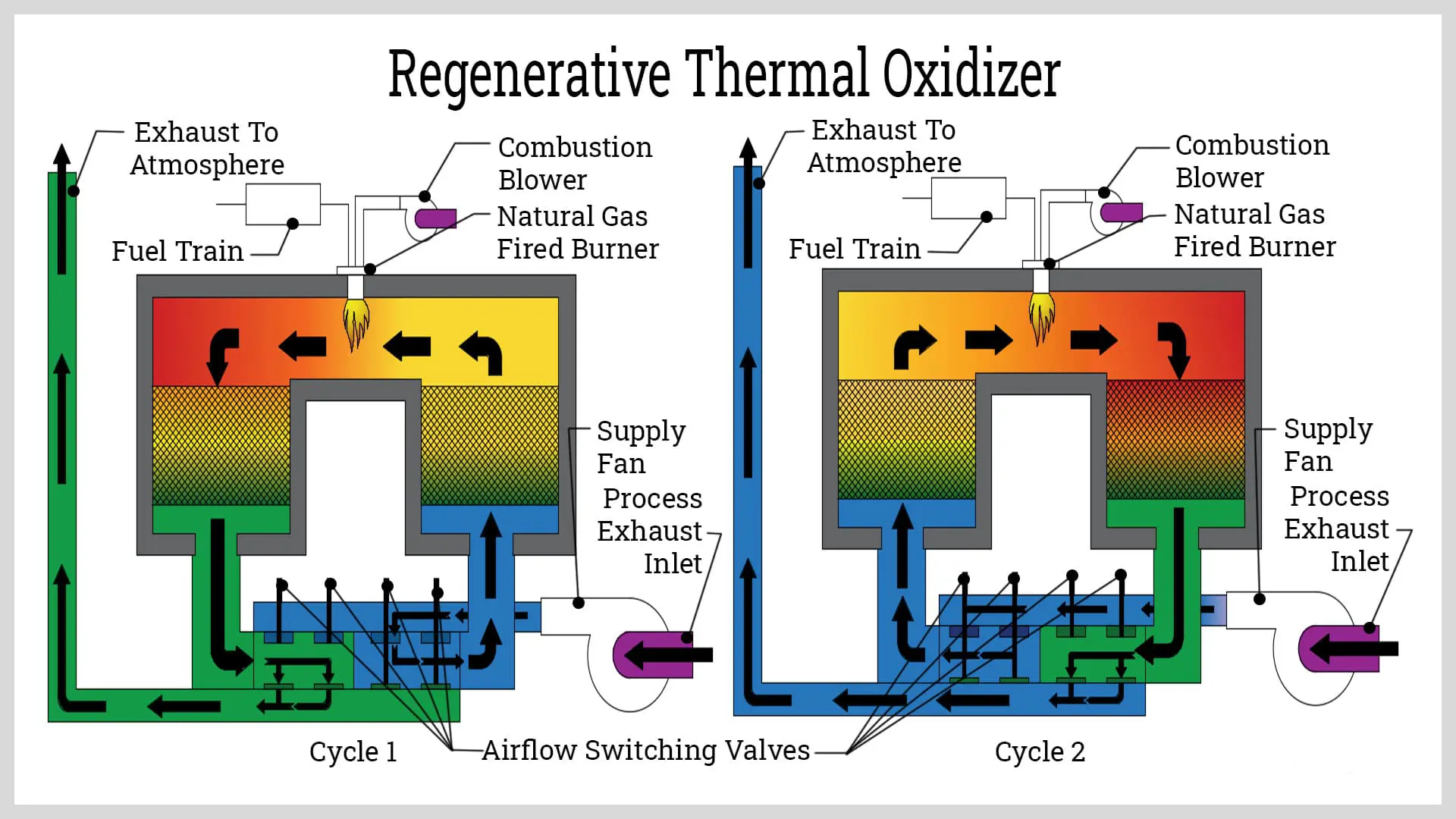
Product Introduction & Working Principle
The working principle of the regenerative catalytic oxidizer RTO system involves thermal oxidation reactions at 780~1100℃ to generate carbon dioxide and water. Exhaust gas is preheated through a heat accumulator before entering the combustion chamber. After purification, the gas passes through another heat accumulator to drop in temperature before discharge.
Systems are available in two-chamber, three-chamber, or rotary configurations. The three-chamber RTO utilizes two heat storage chambers and one incineration chamber, allowing for continuous operation and higher waste heat recovery efficiency. The rotary type offers a smaller footprint and more stable operation through periodic cooling and heating rotation of independent sector areas.
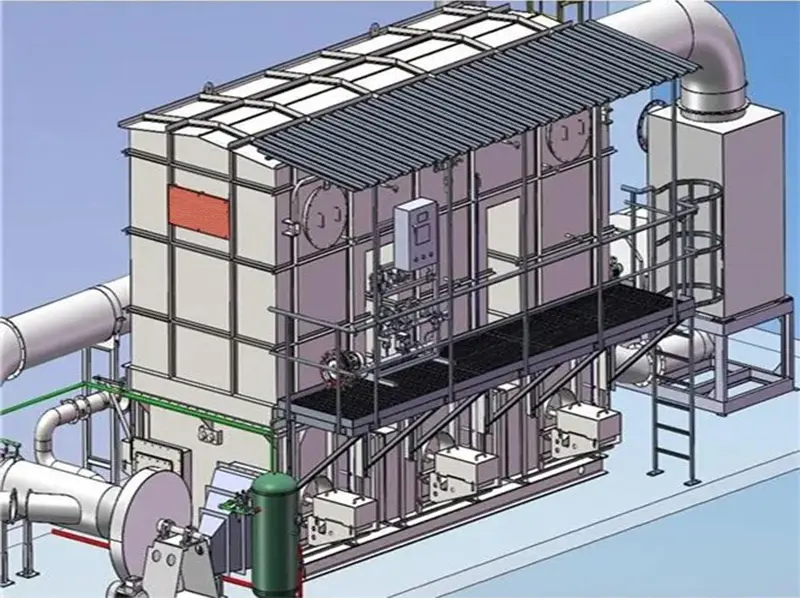
RTO System Construction & Optimization
RTO regenerative thermal oxidizers achieve high thermal efficiency (≥95%) and can handle large air volumes with low concentration gas. The main structure consists of a combustion chamber, heat storage chamber, and switching valves.
Zeolite Runner Integration
For large air volumes and low concentration exhaust, RTO systems can be used with zeolite runner concentrators. This process concentrates VOCs by 5-15 times, significantly reducing equipment input and operating costs. Pre-treatment devices like filters, spray purifiers, or dust collectors are essential for removing particles and heavy metals that could damage the system.
Catalyst Performance & Maintenance
The catalyst facilitates flame-free combustion at lower ignition temperatures (250-300℃), which is much lower than direct combustion (670-800℃). Industrial catalysts typically have a service life of over 2 years, depending on their resistance to heat and toxicity.
Handling Precautions:
1. Ensure no corrosive gas at the installation site and implement rain protection.
2. Exhaust gas must not contain high-viscosity grease, phosphorus, lead, or high-concentration dust.
3. Required power supply: Three-phase AC 380V, 50Hz.
4. The equipment uses negative pressure design to prevent gas leakage.
Combustion & Operational Control
The system is managed by a PLC controller with UV sensors and thermocouples for real-time monitoring. The gas/air ratio is typically maintained between 4% and 11% to ensure optimal catalytic combustion.
The ignition process includes a mandatory furnace purge to remove residual gases. Once the ignition temperature is reached, the combustion heat is often sufficient to maintain the reaction, allowing the electric heating to stop and saving significant energy.
Frequently Asked Questions
Q1: What is the purification efficiency of the RTO system?
The three-bed RTO system achieves a purification rate of more than 99%, while the two-bed system typically exceeds 98%.
Q2: At what concentration can the RTO run without auxiliary fuel?
When the organic exhaust gas concentration is above 450PPM, the RTO unit typically does not require additional auxiliary fuel to maintain combustion.
Q3: What is the typical operating temperature for thermal oxidation?
The combustible organic waste gas undergoes thermal oxidation reactions at temperatures between 780°C and 1100°C.
Q4: How does a zeolite runner help in waste gas treatment?
The zeolite runner concentrates large volumes of low-concentration exhaust gas into high-concentration, small-volume gas (5-15 times concentration), reducing operational costs.
Q5: What is the expected lifespan of the catalyst used?
The service life of an industrial practical catalyst is generally more than 2 years, depending on its resistance to heat and chemical poisoning.
Q6: What are the main components of an RTO system?
The main structure consists of the combustion chamber, the heat storage chamber, and the switching valve system.