Project Introduction
✔
Technical design integrates smoke elimination, desulfurization, nitrogen removal, dust removal, and dehydration simultaneously.
✔
Compact structure with reasonable processes prevents internal scaling and plugging.
✔
100% effective area utilization inside the equipment ensures soot is completely dissolved in alkaline solutions.
✔
High-efficiency external splash spray atomization design with no wearing parts inside.
✔
Smooth flue gas channel design reduces thermal resistance and ensures efficient boiler operation.
Typical Types of Desulfurization Absorption Towers
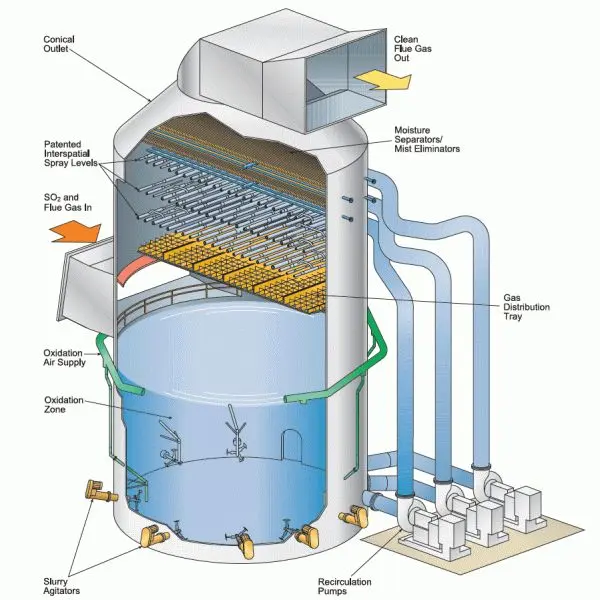
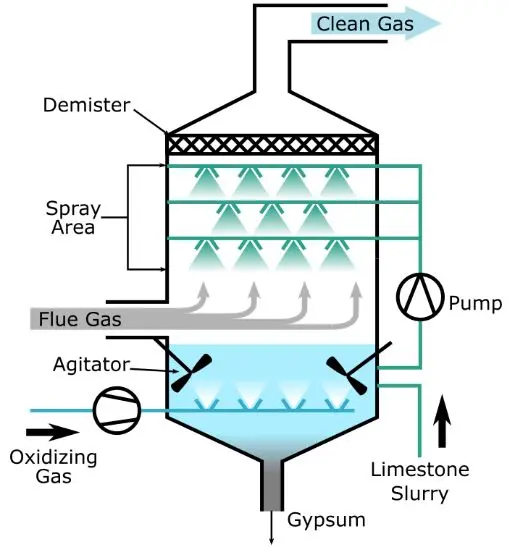
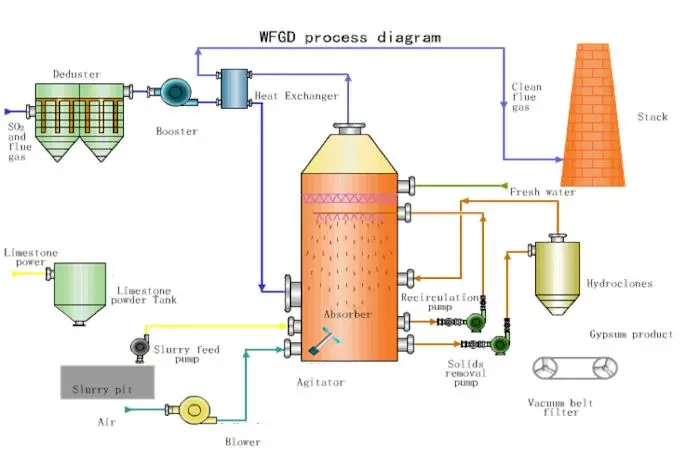
The absorption tower system is the core component of a wet flue gas desulfurization (FGD) system. It is divided into the defog area (gas), atomization spray area (gas-liquid mixing), and oxidation area (liquid). The main chemical reactions, such as SO2 removal and calcium sulfite oxidation, occur here.
Internal components include slurry mixing equipment, oxidized air distribution networks, gas distribution devices, slurry spraying devices, and mist removal systems.
1. Spray Tower Technology
The spray tower is the dominant type for wet FGD, utilizing countercurrent contact between flue gas and slurry. Nozzles arrange liquid mist to absorb SO2 and remove impurities like CI, F-, and dust.
Alloy Tray Functions:
- Uniform distribution of air flow, eliminating vortex zones.
- Evenly spreads slurry for maximum contact.
- Strengthens desulfurization and improves absorbent utilization.
- Reduces the overall height and footprint of the absorption tower.
- Self-cleaning design prevents scaling.
2. Bubble Spray Tower (Jet Bubble Reactor)
JBR technology vertically pumps flue gas into the desulfurizer slurry. It creates a continuous bubble layer that ensures intense mixing. This process handles high dust concentrations effectively and integrates oxidation and reaction zones.
3. Liquid Spray Column Tower
This empty tower design uses shotcrete pipes at the bottom to spray slurry upward, forming a liquid column. The gas-liquid contact interface is constantly updated through scattering and collision, promoting high SO2 absorption with low resistance.
4. Grille Desulfurization Tower
Utilizes special grids as fillers to form a stable liquid film. Flue gas passes through the gaps for continuous contact. It requires high-quality desulfurizers and precise control to minimize the risk of scaling on the grids.
Selection & Layout Requirements
Absorption towers are typically made of steel with anti-corrosion linings (rubber or glass flake). Key design factors include mass transfer efficiency, energy consumption of agitators, and pH control. Systems must include accident spray cooling to protect equipment if flue gas temperatures exceed 175°C.
Frequently Asked Questions
What are the primary advantages of a Desulfurization Spray Tower?
It integrates smoke elimination, desulfurization, and dust removal in one compact design. It features high mass transfer efficiency, low internal resistance, and a design that prevents scaling and plugging.
How does tray technology enhance the desulfurization process?
The tray ensures uniform gas flow distribution and maintains a slurry liquid film. This increases the contact time between gas and liquid, strengthening the mass transfer of SO2 and reducing the liquid-to-gas ratio.
Why is corrosion protection critical for these towers?
The tower handles weak acid slurry and high-temperature flue gas. Anti-corrosion linings like glass flake resin or high-nickel alloys (C-276) are essential to prevent structural damage from chlorides and low pH environments.
What makes the Liquid Spray Column Tower different from a standard spray tower?
It is an empty tower type where slurry is sprayed upward from the bottom, creating a high-density droplet layer through collision and fragmentation, which allows for better handling of high dust concentrations.
Can these systems operate under high-load fluctuations?
Yes, especially spray towers and liquid column towers. They have strong adaptability to boiler load changes and coal types, and the desulfurization output can be adjusted by changing slurry circulation rates.
What is the role of the mist eliminator?
The mist eliminator is located at the top of the tower to remove small liquid droplets carried by the flue gas, preventing water carryover and protecting downstream equipment like the chimney.