Working Principle of Zeolite Rotor Concentration System
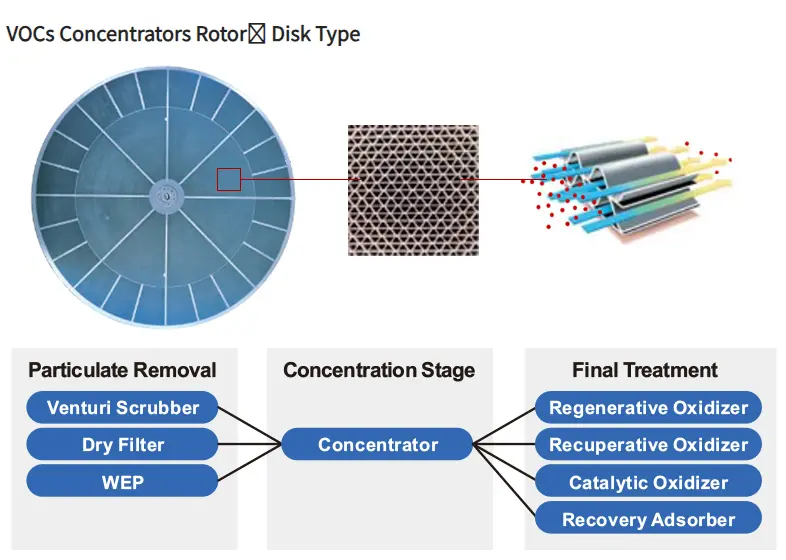
Zeolite runner device, also known as zeolite runner concentrator, is a waste gas treatment rotating adsorption equipment designed to effectively solve the problem of volatile organic compounds (VOC) in industrial waste gas. This system is made by attaching molecular sieve adsorption materials to a honeycomb porous carrier, and can effectively treat low-concentration, high-volume exhaust gases.
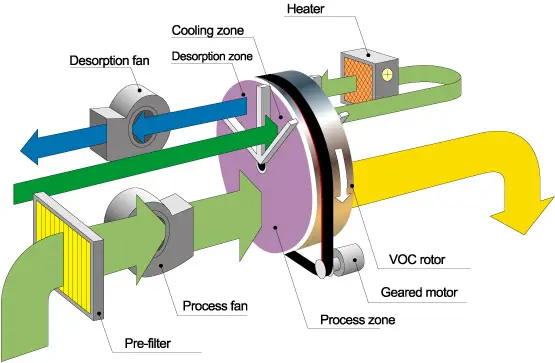
The molecular sieve concentration wheel is designed with different adsorption, desorption, cooling and regeneration areas. The wheel operates continuously, processing exhaust gases seamlessly. The waste gas containing low concentration VOCs enters the adsorption zone after being pretreated by the filter device and is adsorbed by the molecular sieve.
To optimize energy consumption, the concentration ratio is determined based on the composition and concentration of VOCs. This ensures that the system operates at lowest energy costs, with concentration ratios typically between 5 and 30.
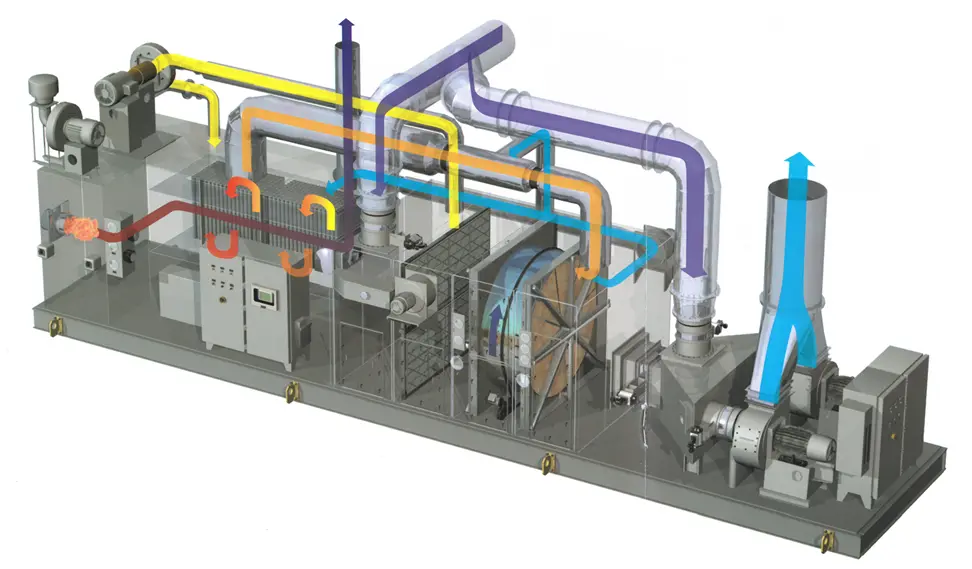
Structure of Zeolite Wheel Equipment Concentration System
The structure of the zeolite wheel equipment concentration system is an innovative and efficient solution for VOCs exhaust gas treatment. The concentration zone of the zeolite wheel can be divided into a treatment zone, a regeneration zone and a cooling zone. This allows the rotor concentrators in each zone to operate continuously, ensuring seamless and efficient treatment of VOC exhaust gases.
After the VOC organic waste gas passes through the pre-filter, it enters the treatment area. The adsorbed VOCs are desorbed and concentrated to 5-15 times the original concentration through hot air treatment in the regeneration area. Depending on the processing air volume, users can choose cylindrical flow channels or disc flow channels.
Characteristics of Zeolite Rotor Concentration System
1
High Efficiency: Rotating mechanism increases contact area and separation speed for VOCs.
2
Selectivity: Microporous structure of zeolite ensures precise molecular size selectivity.
3
Adjustability: Optimization possible by changing rotation speed, angle, or pore size materials.
4
Economic Benefits: Zeolite is a low-cost, long-lasting material reducing frequent replacement needs.
Advantages of Zeolite Rotor Equipment Concentration System
One of the main advantages of the zeolite rotor concentrator is the high concentration ratio, which can be up to 20:1. This means it effectively concentrates the volatile organic compounds in the exhaust gases, allowing for a more efficient treatment process.
Key Performance Benefits:
- Long service life: Adsorbent materials do not need regular replacement.
- Automatic control: High degree of automation via human-machine interface.
- Safe and reliable: Modular design with continuous unmanned control modes.
- Low power consumption: Extremely low pressure drop during adsorption.
Frequently Asked Questions (FAQ)
What is a Zeolite Rotor Concentrator?
It is a rotating adsorption equipment that uses molecular sieves on a honeycomb carrier to concentrate low-concentration, high-volume VOC gases into high-concentration, low-volume gases for efficient treatment.
What is the typical concentration ratio of the system?
The system typically achieves a concentration ratio between 5 and 30, with 20:1 being a common high-efficiency benchmark.
Does the adsorbent material need frequent replacement?
No, one of the primary advantages is its long service life. The zeolite materials are durable and do not require regular replacement, saving on maintenance costs.
Can the system handle high humidity exhaust gas?
Yes, the zeolite rotor system is capable of handling exhaust gases with high relative humidity, providing flexibility for various industrial applications.
How is the system operated?
The system features a high degree of automation with automatic control modes and can be monitored through a human-machine interface, allowing for unmanned operation.
Why is this system considered energy efficient?
It uses the heat from the cooling zone to preheat the regeneration air, and the low pressure drop during adsorption significantly reduces power consumption.